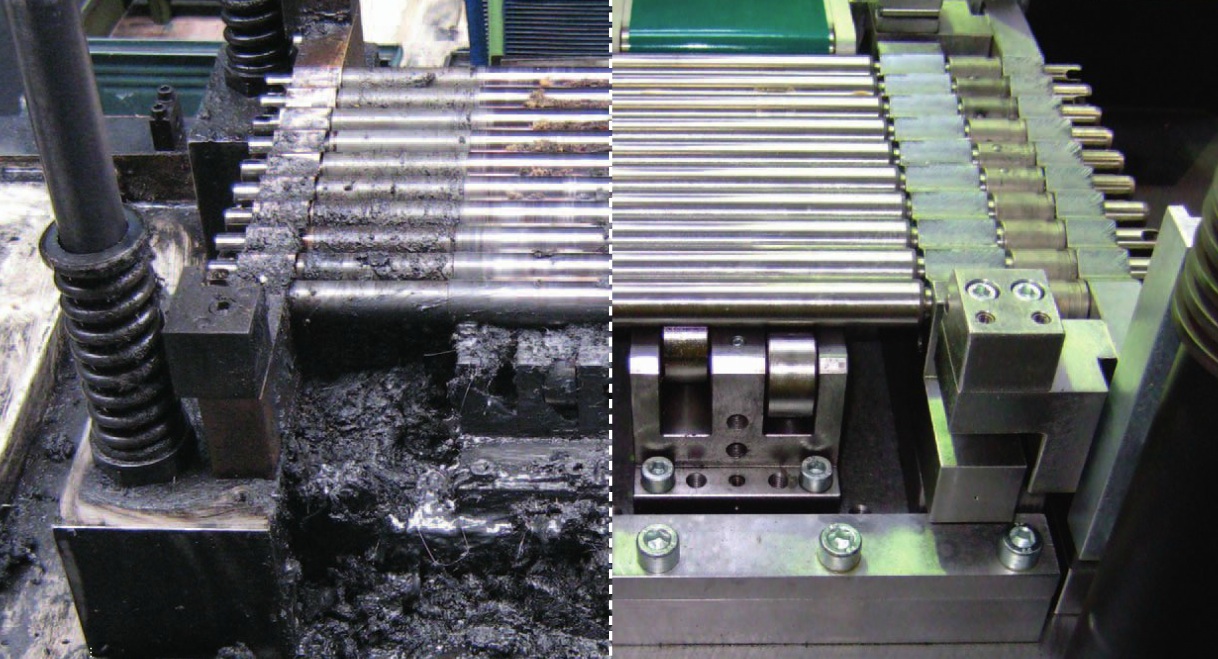
Perché spianare e non solo raddrizzare?
Il residuo delle tensioni interne, presenti in una normale raddrizzatura, durante le lavorazioni successive, (ad es. tranciatura, piega, imbutitura, taglio al Laser, saldatura ecc. oppure nei trattamenti termici), si liberano e compromettono la qualità dei componenti prodotti, i pezzi non sono conformi o i lotti non sono omogenei.
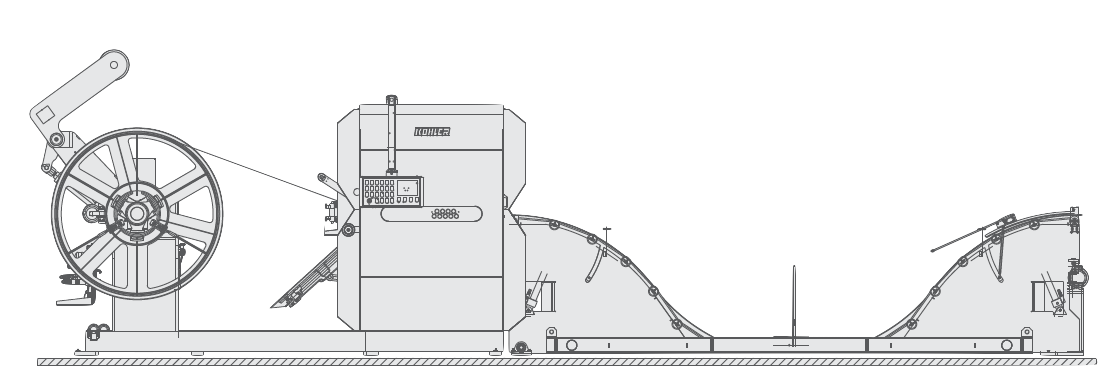
Spianatrici per nastri con spessore da 0,2 a 60 mm
il nastro, nella spianatrice viene sottoposto ad una flessione alternata nella parte superiore ed inferiore. Tale flessione è maggiore all’ingresso della spianatrice, poi decresce verso l’uscita.
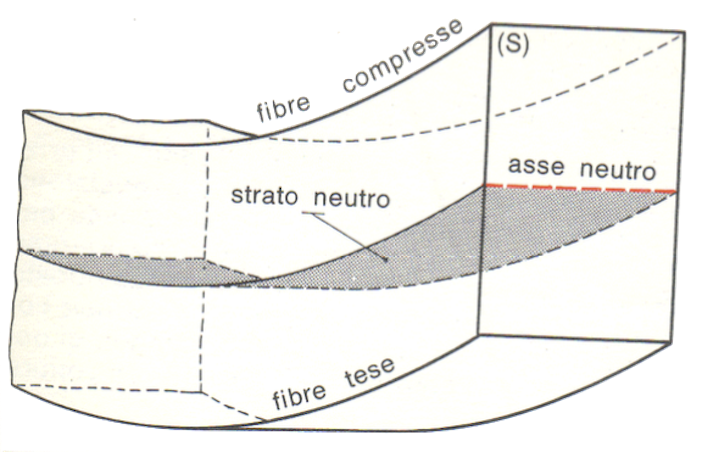
Le fibre esterne (cioè quelle più lontane dal centro di curvatura, asse neutruo ) sono quelle che si tendono e che vengono sottoposte alle maggiori tensioni. Perché il processo di spianatura abbia effetti permanenti le fibre esterne devono essere sottoposte a sforzi oltre il limite elastico, in campo plastico
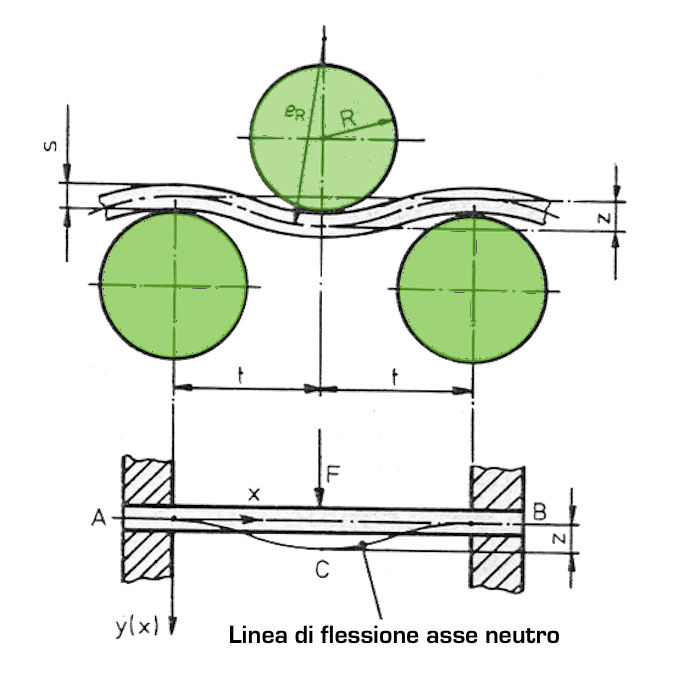
Se i rulli di spianatura hanno un diametro troppo grande o troppo piccolo, oppure se sono troppo distanti, anche chiudendo la spianatrice, le fibre esterne non vengono tese oltre il limite elastico, il nastro mantiene la sua forma iniziale e la spianatura non ha effetto.
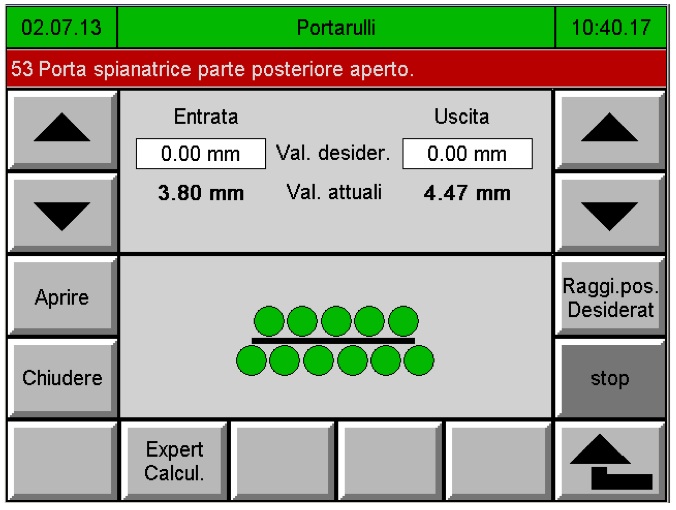
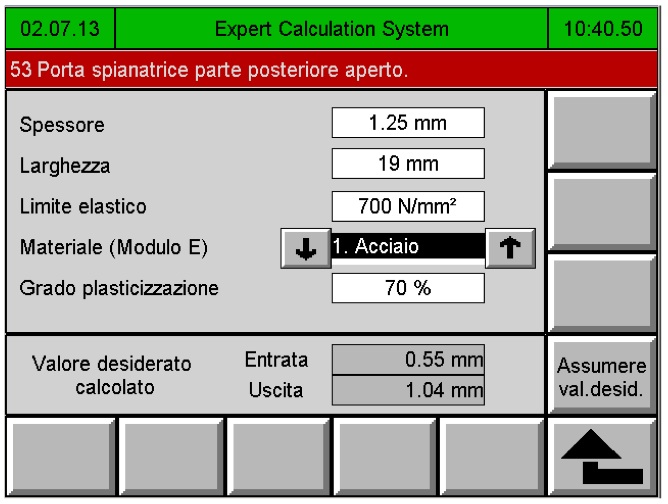
Expert Calculation System
50 anni di esperienza della Kohler nel settore degli impianti per la lavorazione della lamiera, hanno portato allo sviluppo di un utile strumento per determinare i valori di regolazione della spianatrice in base alle caratteristiche del materiale da lavorare.
Il settaggio della macchina ora non dipende più dalle capacità del singolo operatore ma avviene su basi scientifiche!
Dopo aver impostato lo spessore e la larghezza del materiale, il limite di resistenza elastica ed il grado di plasticizzazione desiderato, viene calcolata la posizione del portarulli.
Per ottimizzare i risultati si possono poi apportare correzioni alle regolazioni proposte.
Dati contrastanti o illogici vengono riconosciuti dal sistema e segnalati come errore.
Dati da impostare:
• Spessore nastro
• Larghezza nastro
• Limite elastico
• Grado di plasticizzazione desiderato
Grado di plasticizzazione
Si intende la percentuale della sezione che durante il processo di raddrizzatura è sottoposta a sforzi oltre il limite elastico (cioè sforzi che hanno un effetto permanente). La flessione che si ha durante la raddrizzatura sottopone alternativamente a sforzi maggiori le fibre più esterne. L’intensità degli sforzi dipende dal raggio di curvatura a cui viene sottoposto il materiale. Fisicamente non è possibile sollecitare oltre il limite elastico, più dell’80% della sezione, il restante 20%, che è costituito dal cuore della sezione, è sollecitata solo in campo elastico (si può portare il cuore oltre il limite elastico solo stirando il materiale).
Una spianatrice KOHLER è in grado di garantire, un grado di plasticizazione minimo del 70% ovviamente riferito agli spessori ed alle caratteristiche meccaniche del materiale.




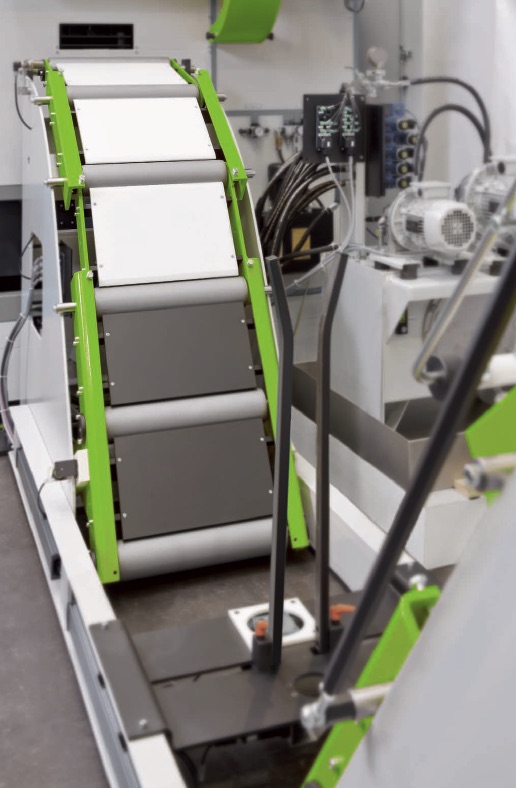

 In 5 minuti si estrae la cassetta portarulli superiore e inferiore.
In 5 minuti si estrae la cassetta portarulli superiore e inferiore.