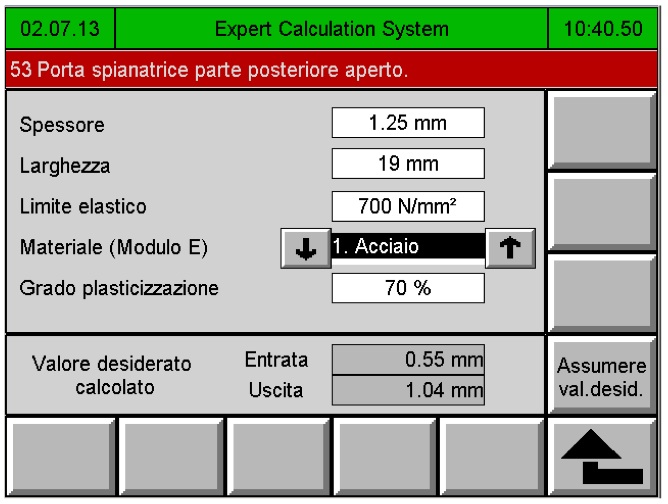
per grado di plasticizzazione si intende la percentuale della sezione che durante il processo di raddrizzatura è sottoposta a sforzi oltre il limite elastico (cioè sforzi che hanno un effetto permanente). La flessione che si ha durante la raddrizzatura sottopone alternativamente a sforzi maggiori le fibre più esterne. stiratL’intensità degli sforzi dipende dal raggio di curvatura a cui viene sottoposto il materiale.
Expert Calculation System
50 anni di esperienza della Kohler nel settore della raddrizzatura hanno portato allo sviluppo di un utile strumento per determinare i valori di regolazione della raddrizzatrice in base alle caratteristiche del materiale da lavorare.
Fisicamente non è possibile sollecitare oltre il limite elastico, più dell’80% della sezione, il restante 20%, che è costituito dal cuore della sezione, è sollecitata solo in campo elastico (si può portare il cuore oltre il limite elastico solo stirando il materiale). Una buona spianatrice è quella che in grado di garantire, un grado di plasticizazione minimo del 70% ovviamente riferito agli spessori ed alle caratteristiche meccaniche del materiale.
Le Spianatrici KOHLER sono in grado di garantire, un grado di plasticizazione minimo del 70% sino al 80%, ovviamente riferito agli spessori ed alle caratteristiche meccaniche del materiale, garantendo la massima cura per superfici delicate .
Funzionamento della spianatrice
Le spianatrici per lamiera servono recuperare la planarità ad eliminare difetti quali:
- Curvatura dovuta all’avvolgimento sul Coil,
- Ondulazioni centrali e laterali, le tensioni interne al materiale stesso,
- Deformazioni dovute ai trattamenti termici.
- Con opportuni accorgimenti, si può eliminare anche la sciabolatura del nastro.
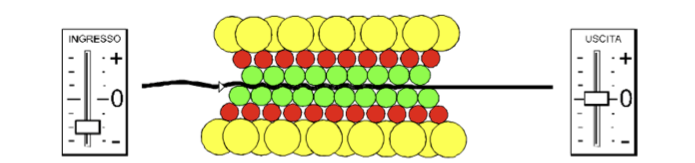
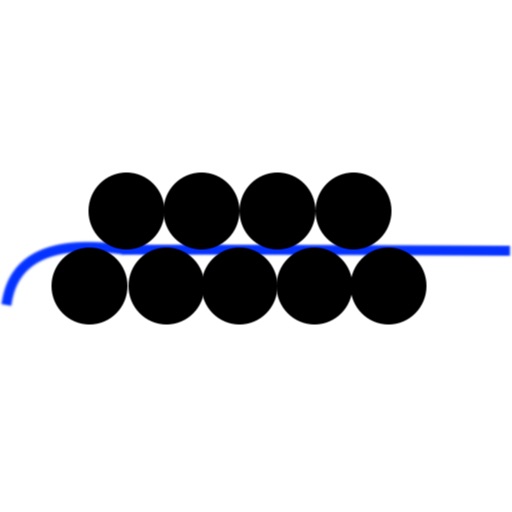
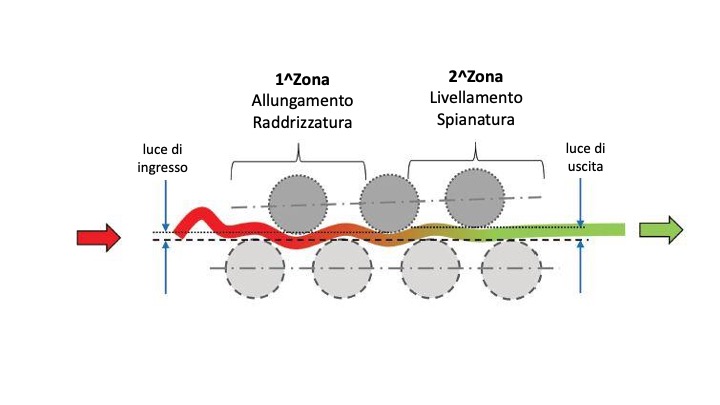
Una serie di rulli provvede a sottoporre il materiale ad una flessione alternata.
Il corretto funzionamento della spianatrice si basa sul fatto che:
Nella prima zona , i rulli del diametro coretto in funzione dello spessore della lamiera, provocano la flessione alternata massima, allungano e raddrizzano la lamiera.
Nella seconda zona, la flessione alternata diminuisce linearmente, la lamiera attraversa questi rulli, viene livellata distesa e si ottiene la spianatura.
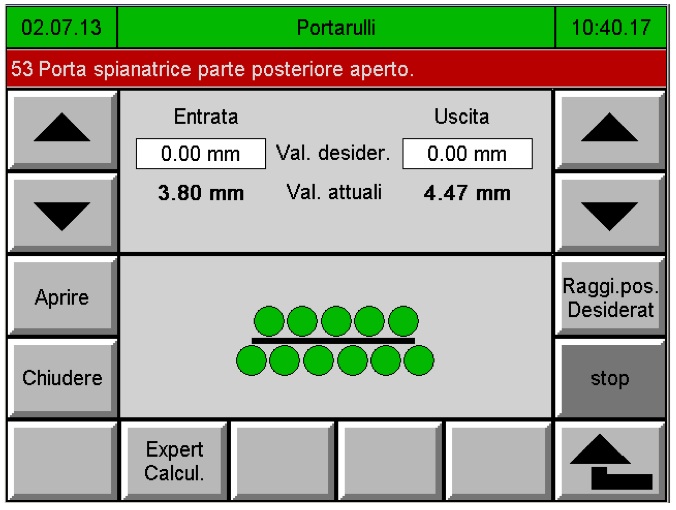
Sistema di regolazione della spianatrice, tutti i rulli di raddrizzatura e quelli supporto, sono montati su due robuste strutture chiamate per semplicità portarulli (portarulli inferiore e portarulli superiore). Tutti gli assi dei rulli di raddrizzatura di uno stesso portarulli si trovano sullo stesso piano.
Le due strutture su cui sono montati i portarulli sono collegate fra loro con 4 colonne. Mediante 2 servomotori (ingresso e uscita) viene regolata la posizione del portarulli superiore rispetto a quello inferiore. La regolazioni la regolazione a una precisione di posizionamento è di 0,01 m.