

Spianatrici per pezzi
![]()

Per recuperare la planaria dei pezzi ricavati da lamiera,
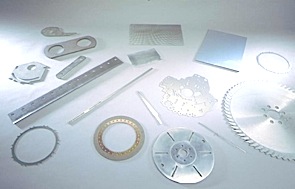
vengono fatti passare nella spianatrice dove sono sottoposti ad una flessione alternata nella parte superiore ed inferiore.
Sistema di regolazione della spianatrice
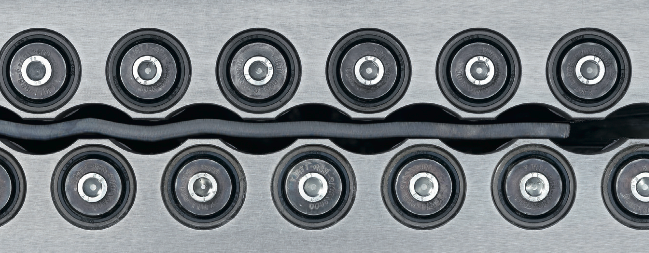
Tutti i rulli di raddrizzatura e quelli supporto sono montati su due robuste strutture chiamate per semplicità portarulli (portarulli inferiore e portarulli superiore). Tutti gli assi dei rulli di raddrizzatura di uno stesso portarulli si trovano sullo stesso piano.
Le due strutture su cui sono montati i portarulli sono collegate fra loro con 4 tiranti filettati. Mediante 2 servomotori (ingresso e uscita) viene regolata la posizione del portarulli superiore rispetto a quello inferiore.
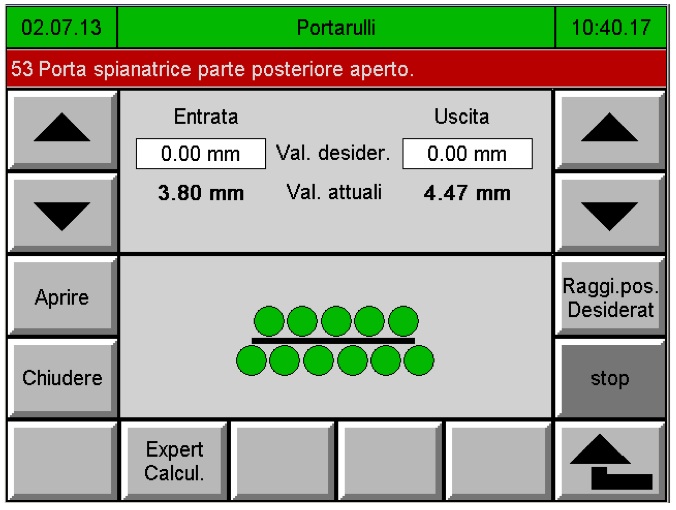
Le regolazioni avvengono mediante pulsanti azionati dal quadro di comando e visualizzate su Monitor espresse in centesimi di mm. La precisione di posizionamento è di 0.01 mm.
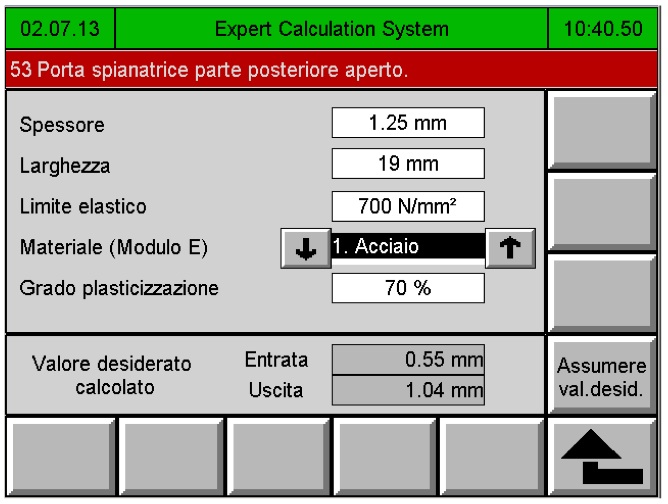
Tale flessione è maggiore all’ingresso della spianatrice, poi decresce verso l’uscita. Per grado di plasticizzazione si intende la percentuale della sezione che durante il processo di raddrizzatura è sottoposta a sforzi oltre il limite elastico. Fisicamente non è possibile andare oltre l’80%, il restante 20% è costituito dal cuore della sezione (si può portare il cuore oltre il limite elastico solo stirando il materiale). Una buona spianatrice è quella che in grado di garantire, un grado di plasticizazione minimo del 70% ovviamente riferito agli spessori ed alle caratteristiche meccaniche del materiale.
Se i rulli di spianatura hanno un diametro troppo grande, oppure se sono troppo distanti, anche chiudendo la spianatrice, le fibre esterne non vengono tese oltre il limite elastico, il pezzo mantiene la sua forma iniziale e la spianatura non ha effetto.
Nella spianatura di pezzi occorre anche tener presente che, se i pezzi sono troppo corti rispetto al diametro dei rulli di spianatura, essi potrebbero bloccarsi nella spianatrice. La lunghezza minima dei pezzi dovrebbe essere almeno di poco superiore a due volte il diametro dei rulli di spianatura.
GAP Control
Il sistema GAP-Control di regolazione della luce tra i rulli di spianatura consente di ottenere i migliori e costanti risultati del processo di spianatura anche nel caso di pezzi con elevata complessità, con sezioni variabili o realizzati in metalli ad alta resistenza.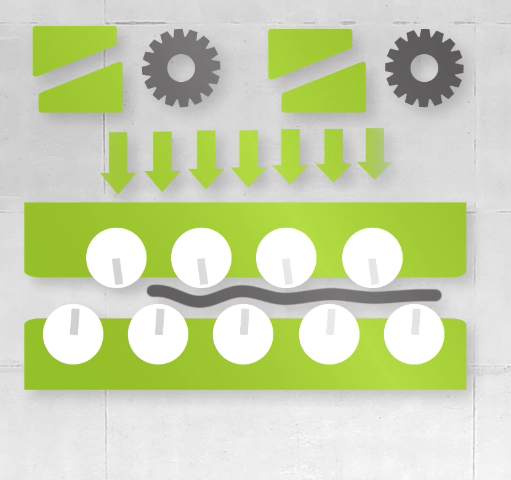
Il sistema GAP-Control è di tipo elettromeccanico (senza dispositivi idraulici), opera mediante quattro robusti dispositivi a cunei mobili su rulli azionati da attuatori a basso consumo energetico. L’elevata rigidità della struttura ed il forte rapporto di riduzione per forza/spostamento del dispositivo a cunei, consente regolazioni estremamente precise che si mantengono inalterate al variare dei carichi e della temperatura ambiente (quindi si può operare con precisione anche senza climatizzazione).
La regolazione avviene in maniera diretta e continua mediante un sistema di rilevazione delle posizioni estremamente preciso.
Nel caso la macchina debba operare su pezzi che non richiedono la massima precisione, il sistema GAP-Control può essere disattivato; la macchina, grazie alla sua grande rigidità, continuerà a dare risultati eccellenti.
Inflessione dei rulli di spianatura.
Effettuando regolazioni della quota dei rulli di supporto del portarulli inferiore, è possibile ottenere una flessione controllata dei rulli di spianatura.
Tale accorgimento consente l’eliminazione di difettosità quali le ondulazioni della lamiera nella parte centrale o vicino ai bordi.
La regolazione della quota dei rulli di supporto è di tipo meccanico ed avviene dal pulpito di comando mediante immissione di dati i quali poi vengono visualizzati numericamente e graficamente su un Monitor.
Dopo aver effettuato una certa regolazione i relativi parametri possono essere memorizzati con un codice prodotto e ripetuti in seguito.
Sistema di pulizia rapida dei rulli, completo, motorizzato.
Per agevolare le operazioni di pulizia e cambio dei rulli di raddrizzatura e dei rulli di supporto, la macchina è dotata di un sistema di estrazione rapida dei portarulli. I tempi di smontaggio, pulizia e rimontaggio si riducono a pochi minuti.
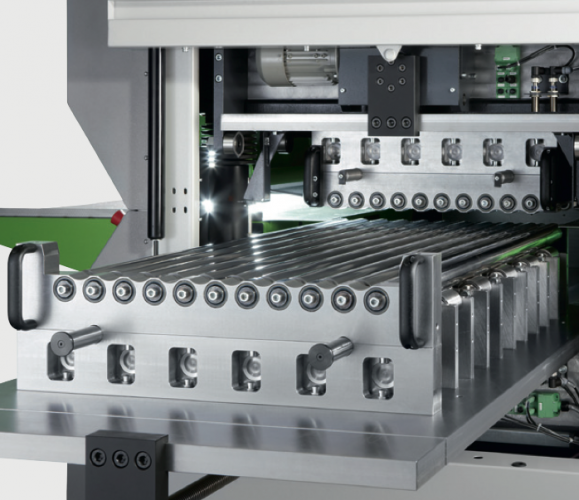
I rulli di raddrizzatura sono montati su supporti portarulli. Eseguito il sollevamento motorizzato del supporto portarulli superiore, è possibile far fuoriuscire lateralmente i due gruppi portarulli (superiore e inferiore). I due portarulli vengono estratti mediante un motore elettrico. Dopo aver smontato l’elemento anteriore del portarulli, i rulli di raddrizzatura possono essere estratti per effettuare la pulizia degli stessi e dei rulli di supporto.
Rulli intermedi
Servono nel caso di lavorazioni di materiali delicati per i quali occorre preservare l’aspetto superficiale.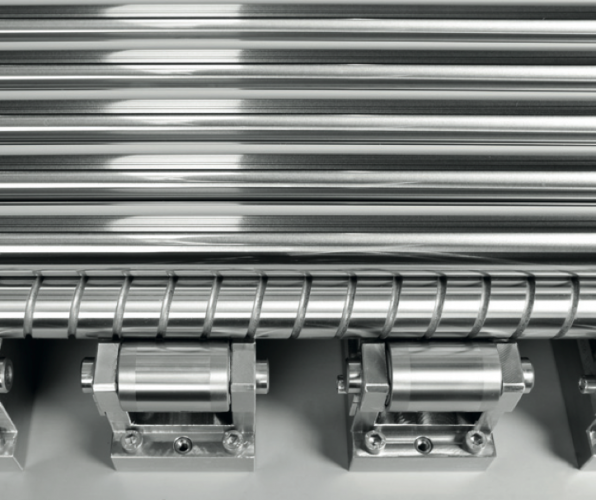
Per evitare che sulla lamiera rimangano segni dei rulli di supporto, fra questi ed i rulli di spianatura, vengono montati dei rulli intermedi. I rulli intermedi hanno anche il compito di mantenere puliti i rulli di spianatura, evitando l’accumulo sulla superficie di questi ultimi di sostanze indesiderate. I rulli intermedi sono dotati di una scanalatura elicoidale che serve a mantenere pulito il rullo di spianatura.